OEM production of various kinds of fishing rod, SUZUKI Blanks |
Richards Inc.
MANUFACTURING PROCESS
1) DESIGN CONFERENCE
Designers work together with our customers to create rods
according to their particular needs and specifications. Starting
with a prototype, we are able to provide a wide variety of the
highest quality fishing rods used worldwide.
2) MATERIALS
Our carbon pre-preg and glass cloth pre-preg are kept in a
refrigerated environment.
The materials must be kept in a cold temperature to prevent the
material from hardening.
3) SHAPING MATERIALS
Using the carbon pre-preg and glass cloth pre-preg, the
materials are measured, designed and cut to the specified shape.
4) WIND TO THE MANDREL
The carbon cut materials are wound around the core tapers of
rod. The rod is then prepainted with resin.
The carbon cut pre-preg called patterns are then wound on a
mandrel by applying a hot iron.
After tacking, the patterns are wrapped around the mandrel with
pressure from a rolling machine.
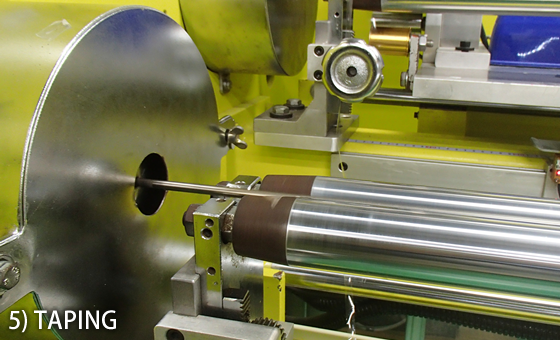
5) TAPING
Once the wound pattern is established, molding tape is applied
to the surface.
The excess resin and bubbles are eliminated by the tape
pressure.
6) OVEN BAKING
The rod is placed in a hot air circulating oven. The blank rod
coated with resin is cured for 3-4 hours at 130-140C.
7) REMOVAL FROM THE MANDREL
The blank rods are removed from the mandrel by hydraulic
pressure and cooled.
8) TAPE REMOVAL AND CUTTING
The molding tape is peeled off and both ends are trimmed about
1cm.
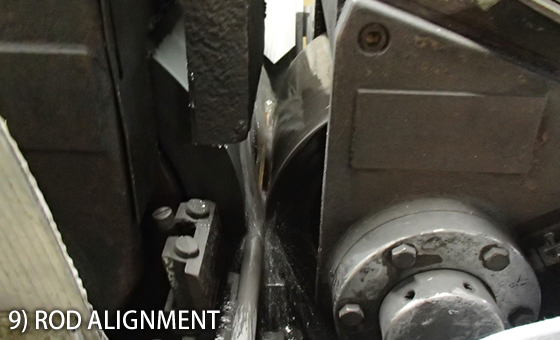
9) ROD ALIGNMENT
The rod is highly polished by precision scissors (CENTERLESS
MACHINE) rotated at a high speed.The rollers on the grinding
wheel are for polishing the surface.
10) POLISHING
The rods surface is polished to enhance the adhesion and the
general appearance.
11) PAINTING
The painting method is suitable for the coating of fishing rods.
The rods are inserted into a container of paint. They are placed
in the container one by one at an angle. The container has a
holes spaced apart to control the thickness of the paint. This
particular job requires great skill and experience. Also a paint
spray gun is used if necessary.
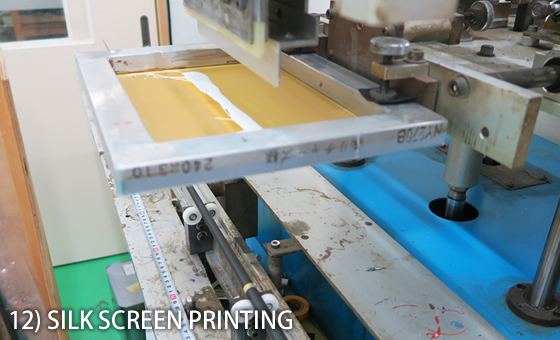
12) SILK SCREEN PRINTING
This method is useful in displaying brand logos and product
names. Each rod is set by hand and the silk screen is placed on
the rod. Various colors and custom designs are available which
requires the skills of an expert.
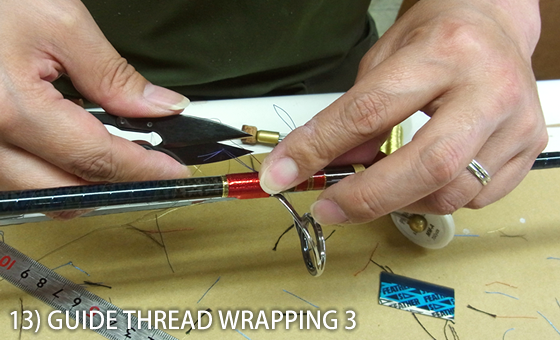
13) GUIDE THREAD WRAPPING
Place the rod into a rotating guide thread wrapping machine.
Turn to guide the thread spools to achieve the decorative
design. The blank rod will guide the tape according to the
specification. The rotational speed is controlled by a foot
pedal and requires great skill and patience.
14) GUIDES MOUNTING CHECK
The guiding is done slowly and meticulously using side-by-side
guides or a straight line.
15) ASSEMBLY 1
Visual inspections are conducted on the reel seat and aluminum
parts of the rod and grip.
16) ASSEMBLY 2
The grip is made of Cork and EVA and is adhered to the reel
seat. Most of the time, the top guide is attached, followed by
guide coating. Occasionally these steps are interchanged. The
adhesive may vary according to the material of each component.
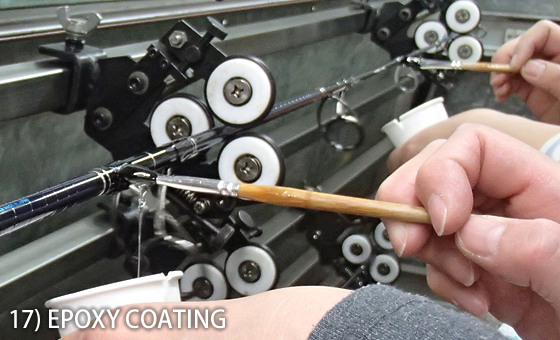
17) EPOXY COATING
The rods are set sequentially to the Epoxy Coating machine.
These rods move upwards while rotating slowly. The excess
fluffis removed from the thread by burning in a alcohol
flame.
The thread on the rods are soaked in a 2-component epoxy resin.
The rods are coated 3-4 times.
The overlay must be thin as to eliminate distortion by the
centrifugal force.
18) EPOXY DRYING
Then the coated rods are placed in a drying furnace for a few
hours.
19) FINISHED PRODUCT
Inspection and adjustment. Each fishing rod is inspected for its
appearance, quality and its precision workmanship. Any minor
adjustments will be done at this time.
20) PACKING AND SHIPPING
Each fishing rod is carefully packed. The package includes an
instructional manual and warranty.
We ship to any local and international destination.